|
편집자주[현대차, 오버 더 모빌리티]는 현대자동차그룹이 글로벌 3위로 올라설 수 있었던 혁신 비결을 정리한 콘텐츠입니다.
예로부터 자동차 산업을 주도한 국가가 글로벌 경제의 패권을 장악했습니다.
제조업의 꽃인 자동차 산업은 기술 발전과 수출, 고용의 측면에서 전방위적인 영향력을 발휘합니다.
과거 현대차가 빠른 추격자(fast follower)였다면 이제는 산업을 이끄는 선두 주자(first mover)로 부상했습니다.
글로벌 취재 현장에서 느낀 현대차의 과거와 현재, 미래의 주소를 그대로 전달해드립니다.
연재는 40회 이후 서적으로 출간될 예정입니다.
모든 제조업체의 핵심 경쟁력은 결국 생산 노하우에 있다.
아무리 좋은 기술을 개발했더라도 대량 생산 과정에서 불량률을 컨트롤하지 못한다면 의미가 없다.
개발자의 아이디어를 완벽하게 구현해 동일한 품질의 제품을 효율적으로 생산하는 것이 모든 제조업의 핵심 과제다.
 자동차 산업은 생산 기술 혁신을 통해 성장해왔다.
미국의 헨리 포드가 개발한 컨베이어벨트 생산 방식은 1910년대 자동차 대량 생산의 기틀을 마련했다.
부품을 규격화하고 각 공정을 세분화해 생산성을 획기적으로 높였다.
노동자는 고정된 자리에서 같은 일을 반복하고 컨베이어 벨트 위에 제품이 라인을 따라 이동한다.
포드 생산방식은 자동차의 대중화에 크게 기여했을 뿐만 아니라 지금까지도 다양한 산업에서 광범위하게 적용되고 있다.
다만 포드 생산방식은 소품종 대량생산에는 유리하지만 다양한 종류의 제품군으로 확장하기는 어렵고 생산 라인에서 작은 결함이라도 발견될 경우 라인 전체가 설 수 있다는 점이 한계로 지적된다.
이같은 한계를 보완하며 등장한 생산 방식이 바로 일본식 도요타 생산방식(TPS·Toyota Production System)이다.
1950년대 도요타는 비용 절감과 생산성 혁신을 꾀하기 위해 새로운 생산 방식인 TPS를 고안했다.
이 방식의 핵심은 크게 두 가지로 요약된다.
▲인간의 손길이 가미된 자동화(jidoka) ▲재고를 줄이기 위한 적기 공급(Just-in-time·JIT)이다.
우선 도요타는 기계적인 자동화를 추구하면서도 숙련공의 스킬을 최대한 활용하도록 했다.
생산라인의 자동화율이 아무리 높다 해도 기계적인 결함은 생기기 마련이다.
도요타는 기계적인 결함으로 불량품이 생길 수 있다고 판단되면 작업자가 스스로 생산 라인을 세울 수 있게 했다.
작업자들이 모여 문제를 해결하고 다시 자동화된 생산라인을 재가동함으로써 불량률을 최소한으로 줄인다는 개념이다.
TPS의 또 다른 축은 모든 부품을 적기에 공급하는 저스트 인 타임(JIT), 조금의 낭비도 허용하지 않는 생산 기술이다.
완성차 업체는 주문이 들어올 때마다 부품사에 필요한 만큼 부품 생산을 요구한다.
고객이 필요로 하는 제품을 원하는 수량만큼만 필요한 시기에 생산하면서 재고를 획기적으로 줄일 수 있다.
이는 완성차와 부품사의 생산라인이 완벽히 동기화돼야 구현 가능한 시스템이다.
이후 도요타가 미국 현지 공장으로 진출하면서 기존 JIT 생산 방식에 공급망관리, 연구개발, 고객관리까지 포함하는 개념으로 확장됐다.
‘린 생산방식(lean production system)’으로 불리는 이 방식은 1980년대 이후 자동차 업계 전반으로 확산됐다.
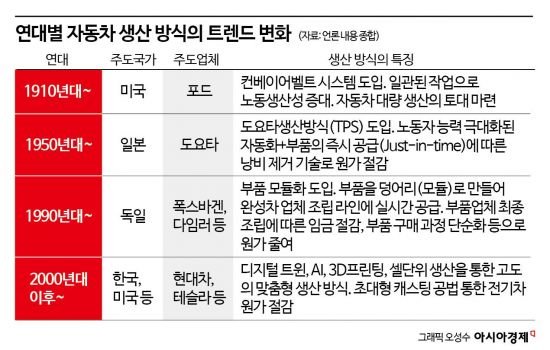 1990년대에는 폭스바겐, 다임러 등 독일 완성차 업체를 중심으로 모듈화 생산 방식이 고안됐다.
이 방식은 부품업체가 커다란 덩어리의 부품(모듈)을 완성차 업체의 조립라인으로 JIT 방식으로 공급한다.
다만 모듈을 공급하는 부품업체의 역할은 모듈의 ‘조립’ 기능에만 국한됐다.
당시 유럽 완성차 업체보다 부품 업체의 임금이 20~30% 정도 낮았기 때문에 외부 업체에 부품 구매와 조립을 맡기는 방식으로 상당한 비용을 절감할 수 있었다.
1990년대 중반 들어 일본과 한국 완성차 업체는 유럽의 모듈화 방식을 적극 채용했는데, 각자의 사정에 맞게 변환해 적용했다.
완성차 업체에 모듈화는 양날의 검이다.
부품사에 외주를 맡기면 부품 단순화로 생산성이 높아질 뿐만 아니라 인건비 절약에 따른 비용도 절감된다.
하지만 부품사 입김이 세질수록 완성차의 지위가 흔들릴 수 있다.
부품사가 개발까지 관여해 모듈형태로 공급한다면 완성차 입장에선 기술 주도권이 사라질 수 있다는 불안감이 있다.
따라서 도요타, 혼다, 닛산 등 일본 업체들은 주력 부품사를 계열사를 두고 이를 중심으로 모듈화를 추진해왔다.
현대차그룹 역시 현대모비스를 중심으로 수직계열화를 강화하면서 모듈 사업을 확장해왔다.
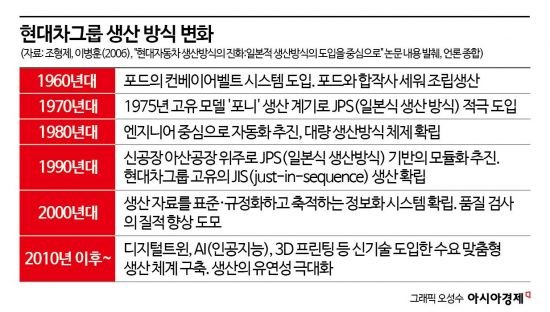
일본+유럽 장점만 뽑은 현대식 생산 방식(HPS) 현대차그룹은 일본(JIT)과 유럽(모듈화) 생산방식의 장점을 차용해 한국의 생산 환경에 맞는 새로운 현대차 생산 방식(HPS·hyundai production system)을 만들어냈다.
HPS는 현대차의 가장 큰 강점인 ‘생산의 유연화’를 구현할 수 있는 핵심 경쟁력이다.
현대차는 일본의 JIT(부품 적기 공급) 방식에 차종의 생산, 조립순서까지 더한 JIS(just-in-sequence, 직서열 공급) 방식을 확립했다.
부품업체와 완성차 업체가 실시간으로 생산 일정을 공유하면서 정확한 시간과 순서에 맞게 모듈을 공급하는 방식이다.
현대차그룹은 일본의 JIT 개념을 도입하면서 적극적인 모듈화를 병행했다.
일본 업체들도 계열 부품사 위주의 모듈화를 진행했지만 완성차 위주의 소극적인 모듈화였다.
반면 현대모비스를 주축으로 한 현대차의 모듈화는 부품사의 역할이 훨씬 적극적이다.
1990년대 말 외환위기 이후 만도기계, 한라공조, 덕양산업 등 현대차의 주요 부품사들이 외국기업에 인수합병된 점도 믿을만한 계열사인 현대모비스의 역할을 강조한 배경이 됐다.
현대차의 또 다른 생산의 강점은 차급(차체의 크기)을 넘어선 혼류생산이다.
현재까지도 미국·유럽 완성차 업체는 전 세계 지역별 공장을 차급으로 나누는 경우가 많다.
미국 공장은 대형차 위주, 유럽이나 한국은 소형차 위주 등 현지의 인건비나 자본조달 상황에 맞게 생산 계획을 수립한다.
반면 현대차그룹은 전 세계 모든 공장에서 차급을 넘어선 다양한 차종의 혼류생산이 가능하다는 강점이 있다.
하나의 라인에서 소형차부터 대형차까지 다양한 차종을 생산할 수 있다는 의미다.
게다가 현대차·기아는 글로벌 브랜드 중에서도 다양한 사양(옵션)이 많기로 유명한데, 이는 부품의 정보화를 기반으로 한 적극적인 모듈화 정책 덕분에 가능했다.
1996년 설립된 현대차 아산공장은 현대차그룹 모듈화 사업의 테스트 베드였다.
현대차는 완성차 공장과 트럭으로 25분 거리의 위치에 현대모비스 아산공장을 세워 실시간 모듈 납품이 가능하도록 구현했다.
이홍일(2008)이 작성한 ‘생산방식 변화에 따른 노동조합의 성격변화’ 논문에 따르면 1997년 출시한 스타렉스의 모듈화율은 12.5% 수준이었지만 2007년 출시된 그랜드 스타렉스의 모듈화율은 42%까지 높아졌다.
여기에 공용 플랫폼을 통해 부품의 공용화를 이룬 지금은 이보다 훨씬 높은 모듈화율을 달성했을 것으로 추정된다.
현대차 생산 방식(HPS)이 일본 방식과 차별화되는 또 다른 포인트는 노동력을 활용하는 방식이다.
도요타는 자동화를 추구하면서도 ‘인간의 손길’을 더한 노동력의 극대화를 강조했다.
기계를 쓰더라도 사람의 손길이 필요하고 ‘생각하면서 일하는’ 작업자를 만드는 것을 궁극적인 목표로 했다.
기계가 놓칠 수 있는 결함이나 유연성이 필요한 부분을 숙련공의 경험으로 메운다는 콘셉트다.
현대차는 자동화 과정에서 발생하는 일부 결함을 생산 엔지니어들의 정보화, 관리 시스템으로 보완했다.
현장 작업자들에게 적극적인 역할을 기대하기보다는 중간 엔지니어들의 기술적인 역할을 키워 현장이 돌아가게끔 했다.
전문가들은 이같은 HPS의 특성이 현대차의 ‘적대적인 노사관계’에 기인한다고 설명한다.
김진백·이남석(2017)은 ‘현대차와 유럽·일본식 모듈 생산방식의 비교 및 전자무역 환경에 미치는 영향에 대한 연구’에서 "적대적 노사관계와 부족한 국내 부품 산업 기반으로 현대차는 일본식 생산 방식을 그대로 추구하기 어려웠다"며 "대안으로 현대차는 자동화와 정보기술을 활용하며 내부 계열사에 의존하는 생산 방식을 발전시켜나갔다"고 설명했다.
현대차 노동조합은 1987년 설립된 이래 대한민국의 대표 강성 노조로 자리 잡고 있다.
1997년 외환위기가 터지면서 현대차에도 정리해고 후폭풍이 몰아닥쳤고, 이를 저지하기 위한 노조의 ‘정리해고 투쟁’도 활발해지며 현대차 노사 관계는 극으로 치달았다.
이 시기는 현대차가 1997년 최초의 해외 생산 공장인 튀르키예 공장을 준공하며 적극적으로 해외로 뻗어나가던 때다.
현대차는 작업자에게 고도의 숙련을 기대하기보다는 중간 엔지니어를 활용한 자동화, IT 투자를 통한 정보화를 적극적으로 추진하며 작업자의 의존도를 낮추는 방식을 택했다.
역설적으로 이같은 시스템화는 2000년대 이후 현대차가 해외 공장을 적극적으로 확장하는 계기가 됐다.
숙련공이 부족하고 국내 부품산업 기반이 부족했던 현대차는 엔지니어 중심의 자동·정보화를 추진하고 완성차 주도의 모듈화로 부품사와 현지에 동반 진출하면서 해외로 뻗어나가게 된다.
2005년 설립된 미국 앨라배마 공장이 숙련공의 비중이 높지 않았음에도 불구하고 생산 수율을 2~3년 만에 빠르게 달성할 수 있었던 배경에도 이같은 HPS의 특성이 있다.
 당장 10년 뒤 현대차의 생산 방식은 어떻게 변화할까. 현대차그룹의 대표적인 혁신 거점인 ‘현대차그룹 싱가포르 글로벌 혁신 센터(Hyundai Motor Group Innovation Center Singapore·HMGIS)’를 참고하면 미래의 방향성을 알 수 있다.
2023년 11월 싱가포르 주롱 혁신지구에 설립된 HMGIS는 스마트 제조 시설뿐만 아니라 브랜드 체험 공간, 차량 시승 및 테스트 트랙까지 다양한 공간으로 구성돼있다.
이곳의 핵심 시설인 스마트 제조 기술 센터는 첨단 기술을 활용해 다품종 소량 생산에 특화돼있다.
기존 컨베이어 벨트 대신에 타원형의 ‘셀’ 단위로 차량을 생산한다.
작업자는 하나의 셀에서 로봇과 한 팀이 돼 작업한다.
필요한 부품이 모두 장착되면 다음 셀로 차량 이동은 무인 이동 로봇 AGV(Automated Guided Vehicle)가 담당한다.
각자 입력된 차종과 사양, 부품 조립의 순서에 따라 모든 과정이 물 흐르듯 연결된다.
각 셀 단위에서 필요한 부품도 AMR(Autonomous Mobile Robot)이 무인 배송해준다.
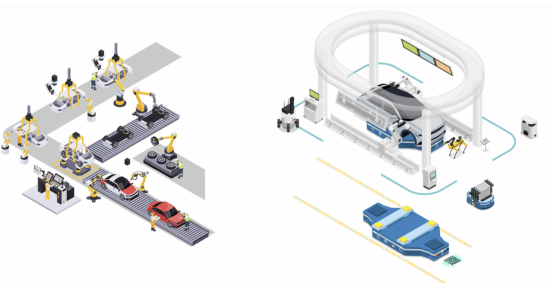
셀 단위 생산의 장점은 공정 개선이나 변경이 쉽다는 점이다.
기존 컨베이어 벨트 방식은 차종에 맞춰 설비와 공정이 고정돼있다.
따라서 신차가 나올 때마다 대규모 투자를 통해 변경이 가능하다.
하지만 셀 단위로 생산하면 각자의 셀마다 각기 다른 차종과 사양의 설비와 공정 순서를 입력할 수 있기에 생산 계획을 쉽게 변경할 수 있다.
다만 공정에 필요한 노동력은 오히려 늘어난다.
이를 보완하기 위해 현대차그룹은 다양한 산업용 로봇을 적극 활용할 예정이다.
모든 공정이 데이터 기반으로 운영된다는 점도 주목할 만하다.
이미 현대차그룹은 잘못된 부품 장착을 방지하기 위한 다양한 데이터 기반 시스템을 구축하고 있다.
사양지시 모니터, 바코드 시스템, 자동 부품 선별 시스템, 레이저 비전을 활용한 부품 검수 시스템 등이다.
미래 현대차그룹 공장에선 설비부터 부품의 이동, 작업 현황까지 모든 것이 데이터로 기록되고 관리된다.

HMGIS에선 각기 다른 셀에서 다른 로봇과 기계, 작업자가 움직이는 수많은 움직임을 데이터화한다.
또 가상공간에 똑같은 쌍둥이 공장을 만들어 실제 공장을 모니터링하는 ‘디지털 트윈’ 기술 또한 데이터 기반으로 구현된다.
기존 CCTV는 카메라 기반이기에 사각지대가 있지만 디지털 트윈 기술을 통한 모니터링 시스템은 사각지대가 없다.
공장 내 모든 생산 설비와 공정, 모든 구성요소에 부여된 데이터를 기반으로 모니터링을 하기 때문이다.
또 현대차그룹은 공장 운영에서 쌓인 방대한 양의 데이터를 실시간으로 공유하기 위해 5G 네트워크 시스템을 구축했다.
HMGIS에서 시험한 데이터 기반의 스마트 공장 운영 솔루션은 향후 현대차그룹의 전 세계 공장으로 퍼져나갈 계획이다.
최종적으로는 모든 공장을 스마트 팩토리로 만들고 데이터만으로 자동 운영되는 데이터 기반 공장(Data Driven Factory)을 만드는 게 목표다.
우수연 기자 yesim@asiae.co.kr
<ⓒ투자가를 위한 경제콘텐츠 플랫폼, 아시아경제 무단전재 배포금지> | 






 �좎럥占쏙㎕蹂⑹삕�좑옙
�좎럥占쏙㎕蹂⑹삕�좑옙 �곸궠�삭맱�됱삕占쎌럥苑�
�곸궠�삭맱�됱삕占쎌럥苑� �좎럩�섓옙占�
�좎럩�섓옙占� �꾩룆占썼キ占�
�꾩룆占썼キ占� X(�좎럥梨뤄옙�묒삕�좑옙)
X(�좎럥梨뤄옙�묒삕�좑옙) �좎럩瑗뤄옙醫묒삕占쎌궢苑�
�좎럩瑗뤄옙醫묒삕占쎌궢苑�
 등록안내
등록안내 등록안내
등록안내